В 21 веке энергосбережение и сокращение потребления стали горячей темой глобального беспокойства.Правительства по всему миру сформулировали множество правил по энергосбережению, выбросу выхлопных газов и снижению шума.Для машиностроения наиболее эффективным способом экономии энергии и сокращения выбросов является снижение веса оборудования, и алюминиевый сплав играет в этом чрезвычайно важную роль, что в некотором смысле снижает потребление энергии.Алюминиевый сплав считается экологичным материалом будущего с самым широким потенциалом развития и применения в 21 веке.
Tianhe Casting Group теперь имеет различное оборудование для обработки холодных и горячих камер, металлографическое, физико-химическое и механическое испытательное оборудование с годовой производственной мощностью 7000 тонн цветных отливок.Благодаря высокой адаптации нашей компании к рыночному спросу и постоянному запуску новых продуктов, ассортимент продукции увеличился с менее чем 100 видов в начале до 177, включая детали двигателя, детали трансмиссии, детали труб и каркасы кузовов для коммерческих автомобилей. , а теперь мы также разрабатываем детали безопасности для электромобилей и транспортных средств с электродвигателем и масляной смесью.Нашими ведущими продуктами являются серия продуктов 360CS10/S20 и серия корпусов насосов, все из которых изготовлены из литого сплава металлического типа.
Мы успешно прошли сертификацию системы качества ISO9001 в январе 2004 года и сертификацию системы качества ISO/TS 16949:2002 в феврале 2008 года. Кроме того, в 2016 году мы получили сертификацию системы качества IATF 16949:2016. Наша компания успешно использовала пять инструментов, семь шагов. и т. д. в качестве наших методов контроля качества.Чтобы продемонстрировать нашу решимость поддерживать высококачественную рабочую и жизненную среду для наших работников и будущего поколения.Мы также прошли сертификацию системы экологического менеджмента ISO14001:2015 и системы менеджмента охраны труда и техники безопасности ISO 45001:2018.Мы активно проверяем внедрение системы управления 6S, которая обеспечивает управленческие и организационные гарантии производства продуктов, удовлетворяющих клиентов.Мы хорошо приняты клиентами, и наши основные клиенты много раз награждали нас как «Надежная фабрика поддержки качества» из-за стабильного качества нашей продукции.


В 2014 году литейное подразделение Tianhe Casting Group было относительно отсталым из-за производственного процесса.Тепло, выделяемое при литье, не утилизировалось, скорость проникновения чистого производственного оборудования и сырья и вспомогательных материалов была недостаточной, выбросы загрязняющих веществ были огромными.Отсутствовали эффективные терминальные очистные сооружения и установки регенерации и повторного использования песка, поэтому большое количество отработанного песка обращалось в обычный мусор, а коэффициент комплексного использования ресурсов был низким.
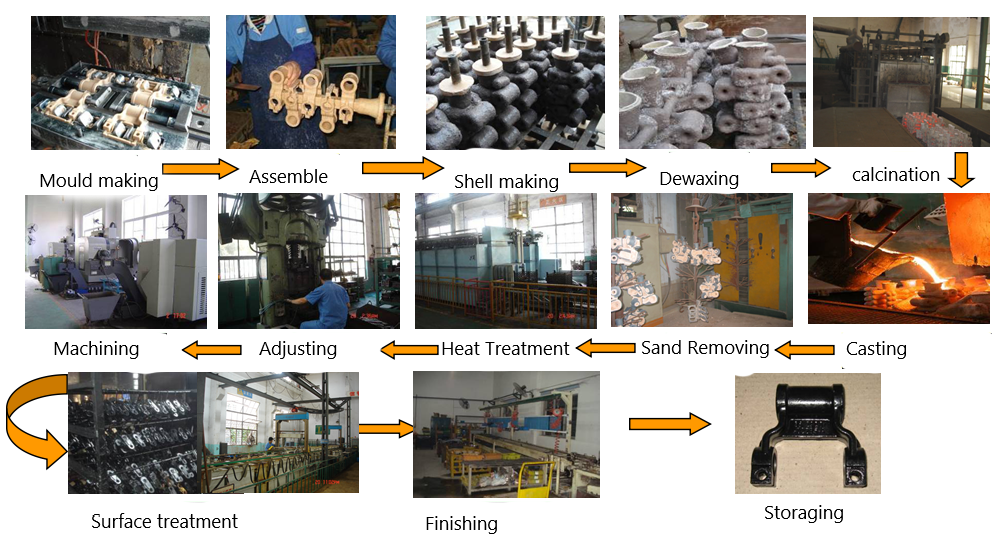
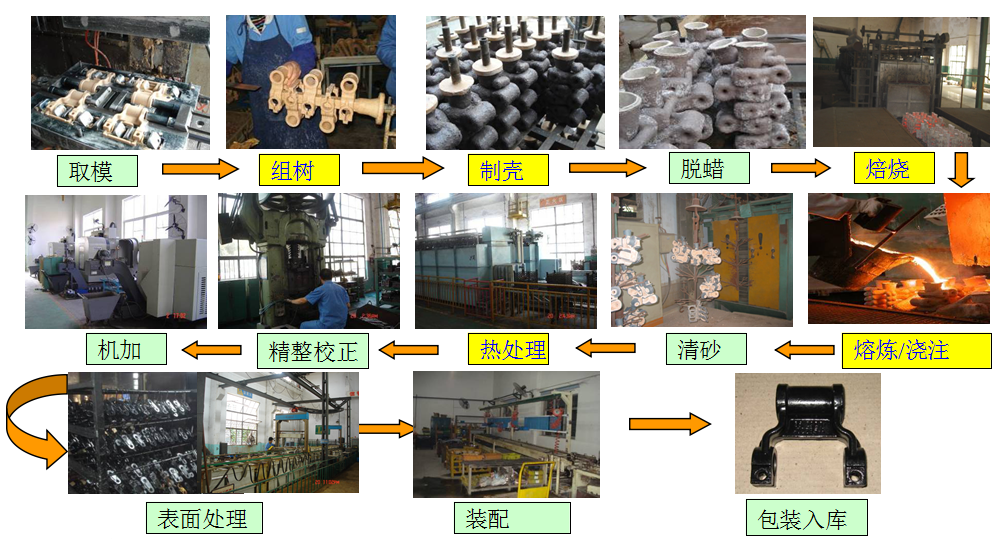
До реализации проекта основным продуктом компании было производство чугунных отливок методом литья по выплавляемым моделям.Процесс включает проектирование формы, изготовление формы, группировку деревьев, изготовление оболочки, депарафинизацию, обжиг, плавку и заливку, очистку от песка, термообработку, правку, механическую обработку и т. д. Технологический процесс показан на рисунке ниже.Особенности: более длительный процесс, более сложный процесс контроля качества, длительный производственный цикл, слабая производственная нагрузка, трудоемкость, сложность автоматизации производства и высокое потребление энергии.Первоначальный метод литья по выплавляемым моделям далек от того, чтобы адаптироваться к современным потребностям в области энергосбережения, защиты окружающей среды и экологичного литья.
Преимущества переработки литейного песка заключаются в следующем.
Во-первых, поверхность изготовлена из песка, огнеупорность, плотность, качество поверхности, проницаемость и другие свойства которого лучше, поэтому грубые отливки будут иметь низкую шероховатость поверхности, высокую точность размеров, точность размеров отливки и шероховатость поверхности могут достигать CT5 ~ CT7. , Ra-6,3 ~ 12,5 мкм, что близко или даже достигает уровня литья по выплавляемым моделям.Припуск на обработку составляет не более 1,5–2 мм, что может значительно снизить стоимость обработки и по сравнению с традиционным методом литья в песчаные формы может сократить время обработки на 40–50%.
Во-вторых, большое количество песка с использованием переработанного песка для получения более компактной структуры.Для изготовления песчаной формы не требуется связующее, упрощается процесс производства отливки, повышается производительность труда.Влажность песка значительно снижается, что в некотором смысле уменьшает неблагоприятное воздействие обработки и рециркуляции песка на качество отливок и упрощает процесс обработки песка.Почти весь песок можно использовать повторно, что снижает затраты.Таким образом, эффективность производства значительно повышается, что способствует автоматизированному производству в больших количествах.
В-третьих, использование переработанного песка способствует созданию более чистой рабочей и жилой среды.Использование полистирола (EPS) и других пенопластов для изготовления образцов пресс-форм и литья по выплавляемым моделям приводит к образованию большого количества газа и дыма, вызывая серьезное загрязнение окружающей среды.Напротив, газ разложения относительно невелик во время литья повторно используемой отливки из песка и концентрируется в песочнице, чтобы облегчить обработку очистителем сгорания с всасыванием отрицательного давления.По сравнению с традиционным методом литья, опасность газа CO и кремнеземной пыли была значительно снижена, окружающая среда была улучшена, легко добиться механизации, автоматизации и чистого производства.
В-четвертых, система удаления пыли используется на протяжении всего производства, от процесса плавки в печи до формовки, заливки, посыпки и регенерации песка, что устраняет недостатки, связанные с плохими условиями труда на традиционной литейной линии, и сочетается с реальным предприятием, энергозатратами. - мероприятия по экономии и сокращению выбросов, минимизация использования электрических и водных ресурсов, полное использование отработанного тепла для снижения энергопотребления и повышения экономической эффективности.
Что касается энергосбережения и сокращения выбросов, реконструкция литейного цеха будет сосредоточена на восьми аспектах за счет систематической оптимизации конструкции, внедрения передовых технологий производства литья, повышения уровня производственной интеллектуальности предприятия, достижения экономии электроэнергии, экономии воды, повторного использования отработанного тепла, сокращения сброс отходов и всесторонний потенциал управления, улучшение рабочей среды рабочих и т. д. Связь между энергосберегающими техническими мерами и переработкой отходов показана на рисунке ниже.



进入 21 世纪 , 节能 降耗 成为 全球 关注 的 话题 话题 , 世界 国 政府 先后 制订 了 关于 能源 保护 、 排放 、 降低 和 安全 保障 关于 能源 法规 对于 行业 行业 说 说 , 减少 的 法规 法规。 机械 行业 说 , 节约 排放 的有效 办法 是 减轻 机械 的 自重 , 而 铝 合金 在 的 轻量化 中 扮演 着 极为 重要 的 , 被 认为 是 是 是 最 富于 和 最 有 应用 的 绿色 材料 材料 材料。。 富于 和 有 应用 的 的 材料 材料 材料。。
公司 现 加工 设备 、 金相 、 理化 和 力学 检测 齐全 , 具备 年 产 有色 铸件 7000 吨 生产 能力。 我 公司 能 适应 需求 不断 推出 新 产品 产品 品种 从 不足 一百 上升 到 推出 产品 , 产品 从 不足 一百 到 到177 种 , 商用 汽车 的 发动机件 , 变速 箱件 , 管类件 车身 车架 产品 , 目前 也 在 进行 能源 汽车 的 配套 安全 件 开发。 公司 主导 产品 为 360cs10/s20 产品 和 泵体系列,所有产品材质均为金属型铸造合金。
2004 年 1月份 顺利 通过 iso9001 质量 体系 认证 , 2008 年 2月份 顺利 通过 通过 iso/ts 16949: 2002 质量 体系 认证 , 2016 年 了 了 了 atf 16949: 2016 质量 认证。 同时 , 为了 环境 和 工人 的 职业 认证。 , 提升安全 水平 , 司 通过 了 了 iso45001: 2018 和 iso14001: 2016。 公司 成功 成功 运用 了 五 大 、 七 步 法 , 并 积极 推行 推行 推行 推行 现场 管理 为 为 生产 满意 组织 及 保证 保证 因 因 因 因 因 因公司的产品质量稳定,受用户好评,多次被主要客户评为“质量信得过配套厂”。

2014 年 时候 , 德阳市 应 和 机械 制造 有限 公司 铸造 由于 生产 工艺 相对 落后 , 铸造 产生 余热 没有 利用 , 清洁 的 装备 原辅 材料 普及率 不 高 , 排放量 大 , 没有 有效 原辅 普及率 高 , 排放量 大 没有 配备的末端治理设施和有效的旧砂再生回用设施,大量废砂作为一般垃圾处理,资源绎合利用率较
项目 实施 公司 主要 产品 是 用 熔模 铸造 工艺 方法 铸 铁件 , 工艺 流程 包括 : : 设计 制模 、 、 制壳 、 脱蜡 焙 烧 熔炼 熔炼 、 清砂 热 处理 、 脱蜡 焙 烧 熔炼 浇注 、 、 热 、 、 机加 烧 熔炼 、 清砂 热 、 矫正 、等 , 工艺 如 图 1 所 示。 特点 : : 工序 长 、 品质 控制 过程 较 复杂 、 制造 长 、 生产 能力 弱 、 密集 、 自动化 生产 较 大 、 能源 高 原有 熔模 、 自动化 难度 较 、 能源 高 的 熔模 自动化 生产 难度 大 消耗 高 的 熔模铸造工艺方法已远远不能适应节能、环保、绿色铸造的现代化发展需要。
覆膜砂回收的好处有以下几点。
第一 , 面砂 覆膜 砂硬 化 壳层 , 其 耐火度 、 致 密度 表面 质量 、 透气性 等 均 较 好 , 因此 , 生产 的 表面 粗糙度 低 , 尺寸 高 , 铸件 精度 和 和 表面 低 尺寸 高 , 铸件 精度 和表面 粗糙度 可 达到 达到 Ct5 ~ Ct7 、 ra-6.3 ~ 12,5 Um , 接近 达到 熔模 铸造 水平。 加工 余量 最 多 为 1,5 ~ 2 мм , 大大 减少 机械 加工 费用 费用 和 传统 铸造 方法 可 减少 机械 的 费用 和 传统 铸造 方法 相比 相比 机械 的 费用 传统 砂型 砂型 砂型,可以减少40%至50%的机械加工时间.
第二 , 背砂 采用 再生 砂 紧实 造型 , 无粘结剂 , 铸件 生产 简化 , 劳动 生产率 高。 型 分 大大 减少 , 减少 砂 处理 再 用 对 铸件 质量 不良 影响 , 并 了 砂 用 对 质量 的 影响 , 简化 了 砂处理过程。型砂几乎可全部回用,节省了成本。因此,生产效率大大提高,有利于大批量自动动动
第三 , 容易 清洁 生产。 相对于 消失 模铸造 , 使用 聚苯乙烯 聚苯乙烯 (eps) 等 泡沫 制作 泡沫 模样 , 浇注 时 排出 大量 气体 和 , 对 污染 较 严重。 覆膜 砂壳型 砂壳型 浇注 浇注 , 环境 较 严重。 覆膜 砂壳型 砂壳型 浇注 浇注 浇注 对 对 严重。 覆膜时 分解 相对 较 少 , 且 集中 于 砂箱 内 便于 负压 燃烧 净 化器 处理。 与 传统 方法 相比 , 项目 中 噪声 、 气体 和 硅石 粉尘 危害 减少 , 环境 改善 , 易 气体 硅石 危害 明显 , 环境 改善 , 易 易实现机械化、自动化和清洁生产。
第四 , 砂闭 环 分离式 全 自动 生产线 配备 了 除尘 系统 , 电炉 熔炼 、 造型 、 浇注 、 、 覆膜 砂 再生 工序 均 采取 措施 措施 解决 了 传统 劳动 条件 差 的 弊病 采取 措施 , 了 传统 铸造行 条件 差 的 弊病 弊病 措施 , 了 传统 劳动 条件 的 弊病 弊病 弊病并结合企业实际,对电能、水资源采取节能减排措施,充分利用余热减少能源消耗,提〛源消耗,提㫘滀绕
围绕 节能 , 车间 建设 将 重点 从 八 个 方面 工作 工作 通过 系统 地 优化 设计 , 引进 前沿 生产 技术 , 提升 生产 智能化 水平 达到 节电 、 节水 余热 再 利用 减少 废弃物 水平 达到 、 节水 、 再 利用 减少 排放 水平 , 2:

Время публикации: 07 мая 2022 г.