进入21世纪,节能降耗已成为全球关注的热点话题。世界各国政府都制定了许多关于节能、废气排放和降噪的法规。对于机械行业来说,节能减排最有效的方法就是减轻机械重量,而铝合金在其中起到了极其重要的作用,在一定程度上降低了能源消耗。铝合金被认为是21世纪最具发展和应用潜力的未来绿色材料。
天河铸造集团现拥有各类冷热室加工设备、金相、理化、力学检测设备,具有年产7000吨有色金属铸件的生产能力。随着我公司对市场需求的高度采用和新产品的不断推出,产品范围从最初的不足100种,发展到177种,包括商用车发动机零部件、传动零部件、管件、车身框架产品,现在我们也在开发电动和电动油混合车辆的安全部件。主导产品为360CS10/S20产品系列和泵体系列,均采用金属型铸造合金制造。
2004年1月顺利通过ISO9001质量体系认证,2008年2月通过ISO/TS 16949:2002质量体系认证,并于2016年通过IATF 16949:2016质量体系认证。我司已成功运用五工具七步骤等作为我们的质量控制方法。为了显示我们为我们的工人和下一代保持高质量的工作和生活环境的决心。我们还通过了 ISO14001:2015 环境管理体系和 ISO 45001:2018 健康与安全 (OH&S) 管理体系。我们正在积极检查 6S 管理的实施情况,为制造满足客户的产品提供管理和组织保证。产品质量稳定,深受客户好评,多次被各大客户评为“质量信得过配套厂”。


n 2014年,天合铸造集团铸造事业部因生产工艺问题相对落后。铸造产生的热量没有得到利用,清洁生产设备和原辅材料的普及率不够,污染物排放量巨大。没有有效的末端处理设施和砂子再生回用设施,大量废砂作为一般垃圾处理,资源综合利用率低。
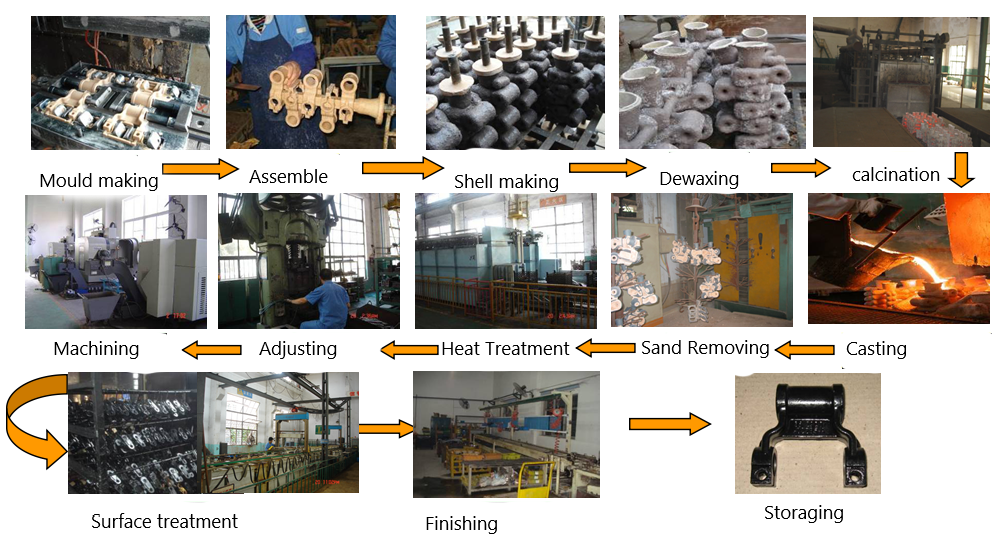
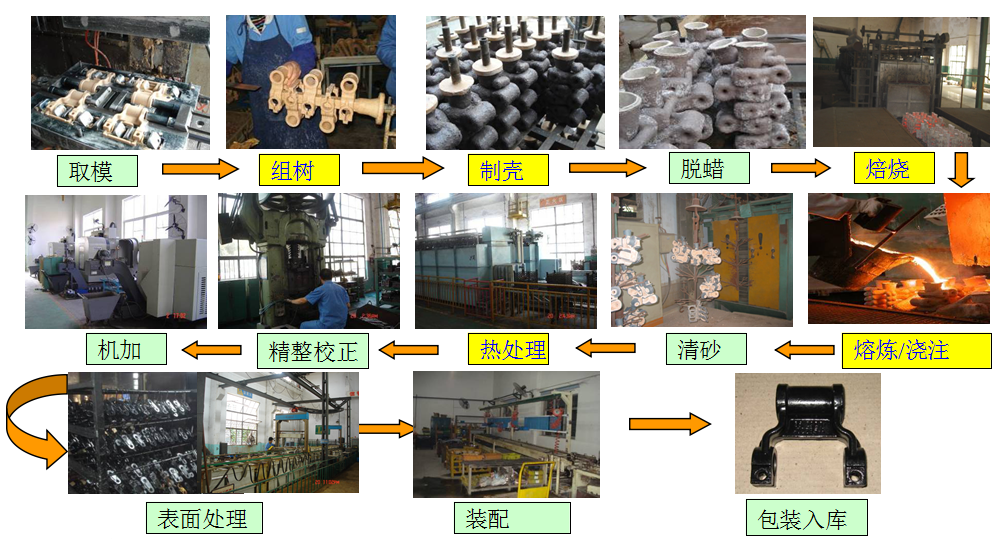
项目实施前,公司的主要产品是采用熔模铸造工艺生产铸铁件。工艺流程包括模具设计、模具制作、树组、制壳、脱蜡、焙烧、熔炼浇注、清砂、热处理、矫直、机加工等。工艺流程如下图所示。特点是流程较长、质量控制过程较复杂、制造周期长、生产应变力弱、劳动强度大、生产自动化难度较大、能耗高。原有的熔模铸造工艺方法已远远不能适应现代节能、环保、绿色铸造的发展需要。
铸砂回收的好处如下。
一、表面采用耐火度、密度、表面质量、渗透性等性能较好的砂子,铸出的毛坯表面粗糙度低,尺寸精度高,铸件尺寸精度和表面粗糙度可达CT5~CT7 ,Ra-6.3~12.5 um,接近甚至达到熔模铸造水平。机加工余量最多为1.5~2mm,可大大降低机加工成本,与传统砂型铸造方法相比,可减少40%~50%的机加工时间。
其次,大量使用再生砂获得更致密的结构。制作砂型无需粘结剂,简化铸件生产工艺,提高劳动生产率。砂子的水分大大降低,在一定程度上减少了砂子处理和回收对铸件质量的不利影响,简化了砂子处理过程。几乎所有的沙子都可以重复使用,节省了成本。因此,生产效率大大提高,有利于大批量的自动化生产。
第三,使用再生砂有利于更清洁的工作和生活环境。使用聚苯乙烯(EPS)等塑料泡沫制作泡沫模具样品,熔模铸造产生大量气体和烟雾,造成严重的环境污染。相比之下,回用砂型铸件在浇注过程中分解气体相对较少,并集中在砂箱内,便于负压抽吸式燃烧净化器的处理。与传统铸造方法相比,CO气体和硅尘危害显着降低,环境得到改善,易于实现机械化、自动化、清洁化生产。
第四,从熔炉到成型、浇注、落砂、再生砂的整个生产过程都配备了除尘系统,解决了传统铸造生产线劳动条件差的弊端,并结合企业实际、能源-节能减排措施,尽量减少电力和水资源的使用,充分利用余热,降低能源消耗,提高经济效益。
围绕节能减排,铸件事业部改造将重点关注八个方面,通过系统优化设计,引进铸件前沿生产技术,提高企业生产智能化水平,实现节电、节水、余热回用、减量化废弃物排放和综合治理能力、改善工人工作环境等。节能技术措施与回收改造的关系如下图所示。



21世纪的关注焦点,进入世界各地后,能源节能降低全球能源消耗、降低等能源消耗、减少能源消耗、节约能源、节约能源。有效的有效手段,同时应用在机械中的轻量化应用中,被认为是21年最富于开发和最重要的“角色”。
公司现冷热加工设备、金相、理化和力学检测设备齐全,能够具备7年生产有色铸件0000吨的生产能力。 177种零部件,包括车体、管件类的零部件和汽车安全产品的发动机架177种,目前正在进行新的汽车能源配套/开发。我公司领导的产品为360系列和产品系列,所有产品成分金属型铸造合金。
2004年1月顺利通过ISO9001体系认证,2008年2月份顺利通过ISO/TS 16949:2002质量体系认证,2016年顺利通过IATF 16949:2016质量体系认证。同时,为提升环境绩效和保证员工的职业生涯安全水平我通过了 ISO4001:2018 标准:ISO4001:2018。我公司成功应用了各种工具、七步法和 ISO16S 现场管理等,为生产用户提供了满意的产品管理和组织保证。因为我公司的产品口碑稳定,倍受好评,深受客户好评。

2014年的时候,德阳市和机械有限公司生产清洁车间由于工艺生产后,应生产的余热利用,生产的设备、原辅料产生材料率不高,有效排放量大,没有配备的设施管理有效的废旧回收利用设施,大量的垃圾处理和回收利用。
项目实施前公司主要产品是用模熔铸工艺方法生产设备设计组,工艺:模具、制模流程、制模流程、制壳、脱蜡、焙烧、熔注、清砂、热处理、修复、加炼等,流程流程如图所示。特点:复杂性、较较较着的生产控制、生产能力、生产能力、自动化生产制造、制造能力、能源消耗高。铸造工艺方法已经不需要发展适应、环保、铸造的现代化。
覆膜砂回收的好处有以下几点。
第一,面砂为覆膜砂坚韧壳,其耐火度、表面质量、表面性能等性能,因此,所生产的工件表面尺寸和粗糙度低,尺寸精度高,工件尺寸精度高,工件尺寸精度高表面粗糙度分别可达到CT5~CT7、Ra-6.3~12.5um,甚至近加工达到熔模铸造。剩余机械量最多为1.5~2mm,可加工的水平,与传统砂型铸造相当,可以减少40%至50%的机械加工时间。
第二,大量采用砂砾造型,无不同质量的砂铸件,生产加工型砂型缩小加工设备,并改善了对铸件的不良影响,并改善了加工精度。处理砂几乎可以回用型,有成本。因此,生产效率提高了全部,有大范围的自动化生产。
第三,实现清洁生产。相对于消除模铸,使用聚苯乙烯(EPS)等泡沫型泡沫,浇注时容易发现大量的泡沫和烟尘,对环境污染较重而覆盖砂膜砂注浇注环境以不同的方式,以不同的方式吸出石质工艺,且集中于砂箱内有助于压榨燃烧器清洁处理。实现机械化、自动化和清洁生产。
砂砂分离的演艺模式对膜的割裂方式有不同的套路,解决方案、造型、造型、浇铸等方法均能承受、覆盖、覆盖,并实际对电能、时间结合能源效率,充分利用剩余能源消耗,提高了企业的运转时间。
剩余节热度再提升地减少企业,将重点从根本、层面展开工作,系统生产水平的建设,达到节水利用、推广以及综合治理能力,改善员工作业环境等。节能技术措施和循环化改造关系图2:

发布时间:2022-05-07